轴类零件的加工,我们应该考虑什么?
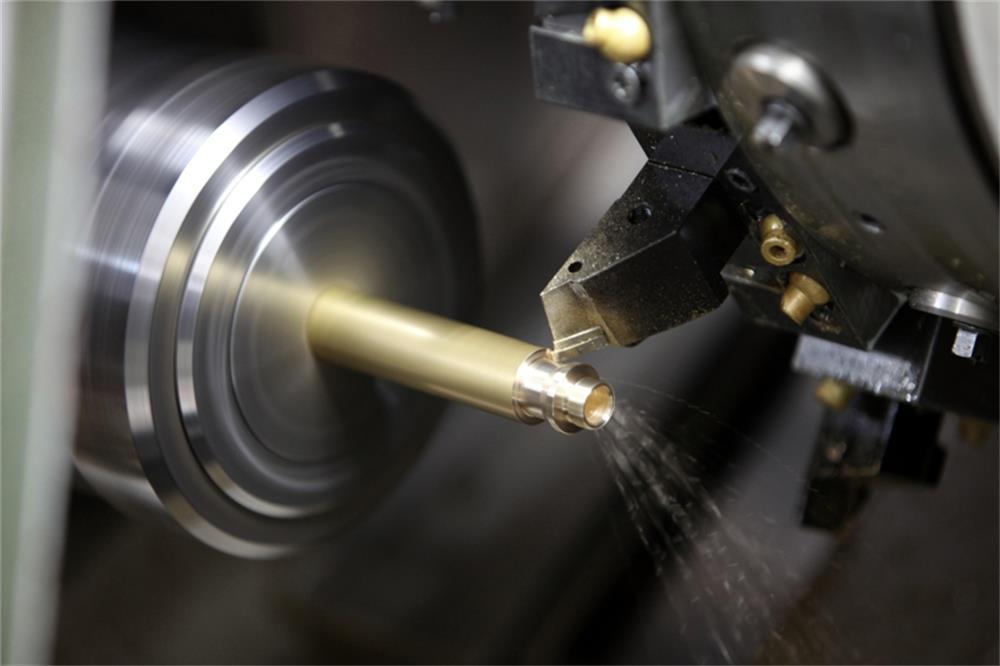
轴类零件是一类常见的机械零件,其结构为旋转体,长度一般大于直径。广泛应用于各种机械设备中,起支撑传动部件、传递扭矩、承受载荷等作用。
只有提前做好以下充分的准备工作,才能对轴类零件进行正确的CNC或机械加工,避免加工中出现误差。
零件图数控加工工艺分析
(1)零件图中的尺寸标注方法是否适合CNC加工的特点;
(2)零件图中构成轮廓的几何元素是否充分;
(3)定位基准的可靠性是否良好;
(4)能否保证零件所要求的加工精度和尺寸公差。
毛坯件工艺分析
(1) 分析毛坯在安装定位方面的适应性,以及毛坯的大小和均匀性;
(2)毛坯加工余量是否充足,批量生产时余量是否稳定。
数控机床选型
不同的零件要在不同的数控机床上进行加工,因此应根据零件的设计要求来选择数控机床。
对刀点和换刀点的选择
对刀点:指数控制加工中刀具相对工件运动的起点。
换刀点:为加工中心、数控车床等多刀加工编程而设置。
在编程中,工件被认为是静止的,而刀具是运动的。对刀点通常称为程序原点。选型的重点是对刀容易,编程方便,对刀误差小,加工时检查方便可靠。对刀时对刀点应与对刀时的刀位点重合。
加工方法的选择和加工方案的确定
加工方法的选择原则是要保证被加工表面的加工精度和表面粗糙度要求,但在实际选择时,还应考虑零件的形状、尺寸和热处理要求。
在确定加工方案时,应根据主要表面的精度和粗糙度要求,初步确定满足这些要求所需的加工方法。
加工余量的选择
加工余量:量一般是指毛坯尺寸与零件尺寸的差值。
加工余量的选择有两个原则,一是加工余量最小的原则,二是要有足够的加工余量,特别是最后一道工序。
切削参数的确定
切削参数包括切削深度、主轴速度和进给。切削深度根据机床、夹具、刀具和工件的刚性确定,主轴转速根据允许的切削速度确定,进给速度根据加工精度和表面粗糙度要求确定。零件和工件的材料特性。
对于轴类零件等精密机械零件,如果要进行加工,必须遵循固定的规则。阅读以上内容后,如果您想了解更多相关信息,可以联系我们获得全面的解决方案。
作为专业的零件供应商,我们拥有先进的加工设备和严格的重量检测,可以为客户提供高精度的加工零件。并且我们还提供周到的一站式服务,致力于为客户提供良好的解决方案。如果您想购买我们优质的机器配件,请立即联系我们!

